





元大人防公司-鋼結構防護密閉門安裝工藝-鋼結構防護密閉門
青島福潤得交通設備有限公司
經營模式:生產加工
地址:青島市李滄區瑞金路19號丙
主營:防護設備
業務熱線:0532-84917077
產品詳情 聯系方式
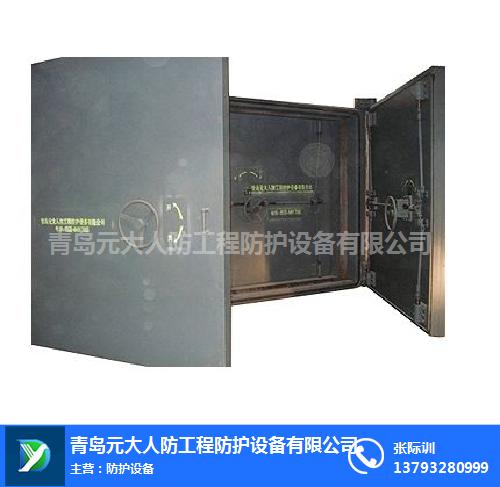
區間防護密閉隔斷門一般情況下設置在車站小里程端隧道正線上的區間隔斷防護段,可以承受雙向載荷且具有密閉功能,使一個地下車站加上與其相連的區間隧道段成為一個獨立的防護單元。平時,鋼結構防護密閉門圖片,地鐵區間防護密閉隔斷門隧道側壁開啟并鎖定,不影響列車運營,門檻頂面與軌頂標高齊平,道床排水溝防護密閉門閘板和活門檻妥善放置于門后,戰時,鋼結構防護密閉門,道床排水溝防護密閉閘板和活門檻按照設設計要求安裝到位,門扇關閉并鎖閉到位,形成人員臨時避難和物資存放的場所。
外面板焊接前必須將工作臺調整到2mm之內,就目前我們所使用的工作臺上是無法達到的,考慮到新做工作臺的成本問題,鋼結構防護密閉門價格,只有在原工作臺上動腦筋。經過大家協商決定在原工作臺上加一層30×20扁鋼,而要將50根扁鋼點焊在工作臺上保持2㎜以內的誤差,1500個焊點,這都不是件容易的事,每個焊點必須用水平儀調整統一水平高度,而在短時間內是做不完的,水平儀每移動一次,必須將先前所做的全部測量一次,整個制作過程juedui是對耐心和認真的工作態度的考驗,功夫不負有心人,完工后測得整體平整度在1.5㎜以內。
鋼結構防護密閉門-元大人防公司-鋼結構防護密閉門生產廠家由青島元大人防工程防護設備有限公司提供。行路致遠,砥礪前行。青島元大人防工程防護設備有限公司(www.qdyuanda.cn)致力成為與您共贏、共生、共同前行的戰略伙伴,與您一起飛躍,共同成功!
外面板焊接前必須將工作臺調整到2mm之內,就目前我們所使用的工作臺上是無法達到的,考慮到新做工作臺的成本問題,鋼結構防護密閉門價格,只有在原工作臺上動腦筋。經過大家協商決定在原工作臺上加一層30×20扁鋼,而要將50根扁鋼點焊在工作臺上保持2㎜以內的誤差,1500個焊點,這都不是件容易的事,每個焊點必須用水平儀調整統一水平高度,而在短時間內是做不完的,水平儀每移動一次,必須將先前所做的全部測量一次,整個制作過程juedui是對耐心和認真的工作態度的考驗,功夫不負有心人,完工后測得整體平整度在1.5㎜以內。
塞焊:電流為180-200A,電弧電壓20-25V,焊絲干伸長度20-25mm,氣體流量20L/min。
焊接時,按焊縫大小取焊縫較小先焊、大縫后焊,鋼結構防護密閉門生產廠家,電流采用較小電流焊接,時刻注意焊接引起的變形及焊縫收縮量,并在每根縱向工字鋼上取四點,做上標記,每焊接完一次用水平儀檢測一次,記下檢測結果作為后一次檢測的標準。
3、焊接順序,先焊接縱向工字鋼與橫向工字鋼底部翼板的平焊縫。焊接完畢冷卻后檢測,再焊接工字鋼底部的平角焊,后焊立焊。立焊分四次焊接,每次焊單邊的二分之一,先焊接下半部份再焊接上半部份,采用退步焊的方法,從上向下焊接。焊接完畢后翻轉鋼骨架并固定在平臺上,按正面焊接順序焊接。焊完骨架上所有焊縫,再將骨架正、反兩個面的焊縫打磨平。
鋼結構防護密閉門-元大人防公司-鋼結構防護密閉門生產廠家由青島元大人防工程防護設備有限公司提供。行路致遠,砥礪前行。青島元大人防工程防護設備有限公司(www.qdyuanda.cn)致力成為與您共贏、共生、共同前行的戰略伙伴,與您一起飛躍,共同成功!

張際訓先生
手機:13793280999




